FG-kataloogi klaaskiud Tugev ja kerge klaaskiudtoode



Toote kasutusala: Klaaskiudteipi kasutatakse peamiselt tööstuses: soojusisolatsiooni, tulekindel, põletikku aeglustav, tihend jne. Eelkõige kasutatakse seda igasuguste kodumajapidamiste kaminate tihendamiseks ja kaitseks.
Tehniline ülevaade:
Töötemperatuur:
550 ℃
Suuruste vahemik:
Laius: 15-300 mm
Paksus: 1,5-5 mm
Standardpikkus: 30M
Rohkem teadmisi klaaskiust
KLAASIKIUD LÕNG
Sulaklaasi kuumutamise teel kiududeks muutmise ja klaasi peenteks kiududeks tõmbamise protsess on tuntud juba aastatuhandeid; Kuid alles pärast tööstuslikku arengut 1930ndatel on võimalikuks nende tekstiilirakenduste jaoks sobivate toodete masstootmine.
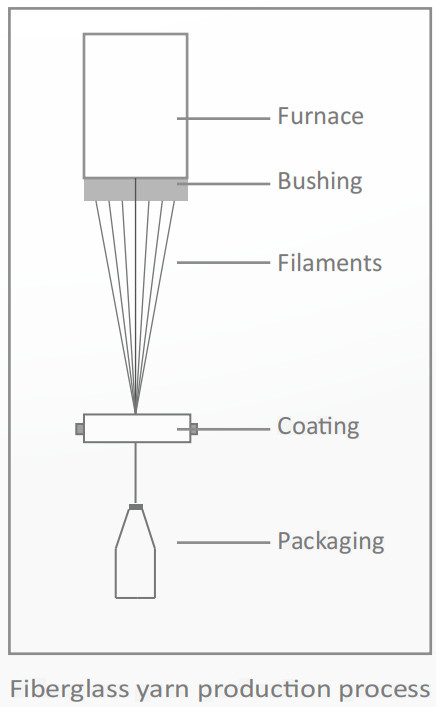
Kiud saadakse viieetapilise protsessiga, mida nimetatakse partiideks, sulatamiseks, fibriseerimiseks, katmiseks ja kuivatamiseks/pakendamiseks.
•Partimine
Selle etapi käigus kaalutakse toorained hoolikalt täpsetes kogustes ja segatakse või jaotatakse põhjalikult. Näiteks E-Glass koosneb SiO2 (ränidioksiid), Al2O3 (alumiiniumoksiid), CaO (kaltsiumoksiid või lubi), MgO (magneesiumoksiid), B2O3 (booroksiid) jne.
•Sulamine
Pärast partiide valmistamist saadetakse materjal spetsiaalsetesse ahjudesse, mille temperatuur on umbes 1400 °C. Tavaliselt jagatakse ahjud kolme erineva temperatuurivahemikuga sektsiooni.
• Fiberiseerimine
Sulaklaas läbib erosioonikindlast plaatnasulamist valmistatud läbiviiku, millel on kindlaksmääratud arv väga peeneid avasid. Veejoad jahutavad niidid, kui need puksist väljuvad, ja koguvad need järjestikku kokku kiirete kerimisseadmetega. Kuna siin rakendatakse pinget, tõmmatakse sulaklaasi vool õhukesteks kiududeks.
•Katmine
Filamentidele kantakse keemiline kate, mis toimib määrdeainena. See samm on vajalik kiudude kaitsmiseks hõõrdumise ja purunemise eest, kui need kogutakse kokku ja keritakse moodustavatesse pakenditesse.
•Kuivatamine/pakendamine
Joonistatud kiud kogutakse kokku kimbuks, moodustades erineva arvu kiududest koosneva klaaskiibi. Niit keritakse trumlile moodustavaks pakendiks, mis meenutab niidirulli.
LÕNGA NOMENKLATUUR
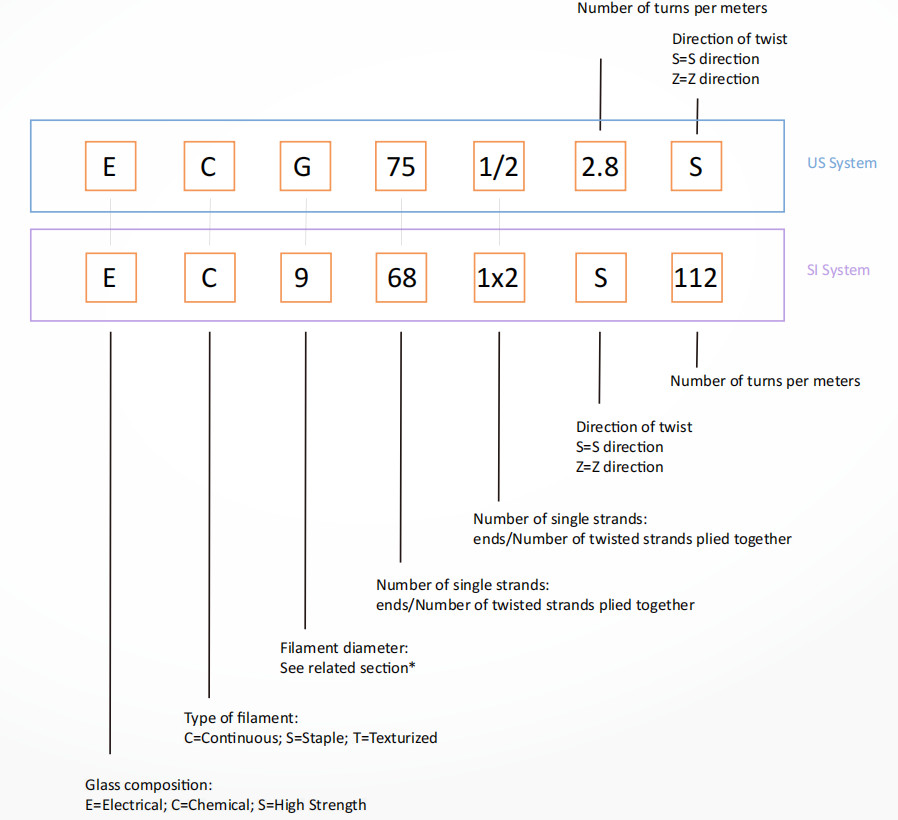
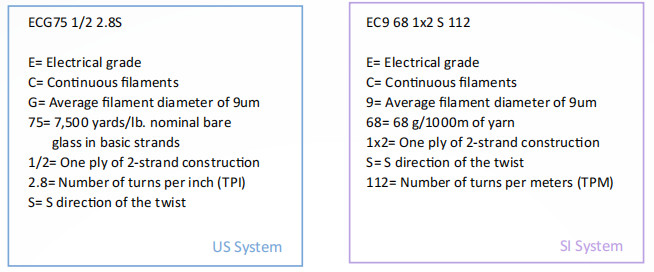
Klaaskiud identifitseeritakse tavaliselt kas USA tavapärase süsteemiga (tolli-naela süsteem) või SI/meetrilise süsteemiga (TEX/meetriline süsteem). Mõlemad on rahvusvaheliselt tunnustatud mõõtestandardid, mis identifitseerivad klaasi koostise, hõõgniidi tüübi, kiudude arvu ja lõnga konstruktsiooni.
Allpool on mõlema standardi spetsiifiline identifitseerimissüsteem:
LÕNGA NOMENKLATUUR (jätkub)
Lõnga identifitseerimissüsteemi näited
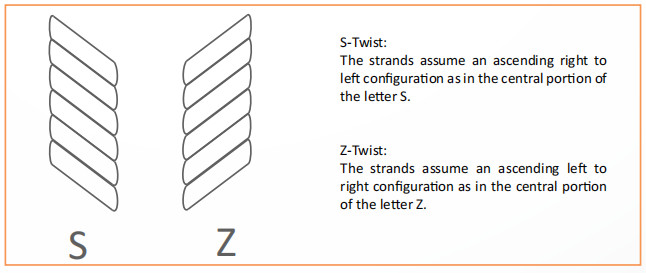
Keerake otse
Keerdumine kantakse lõngadele mehaaniliselt, et tagada parem kulumiskindlus, parem töötlemine ja suurem tõmbetugevus. Pöörde suund on tavaliselt näidatud S või Z tähega.
Lõnga S või Z suuna saab ära tunda lõnga kalde järgi, kui seda hoida vertikaalses asendis
LÕNGA NOMENKLATUUR (jätkub)
Lõnga läbimõõdud – USA ja SI süsteemi võrdlusväärtused
| USA ühikud (täht) | SI ühikud (mikronid) | SI UnitsTEX (g/100 m) | Ligikaudne kiudude arv |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Võrdlusväärtused – Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
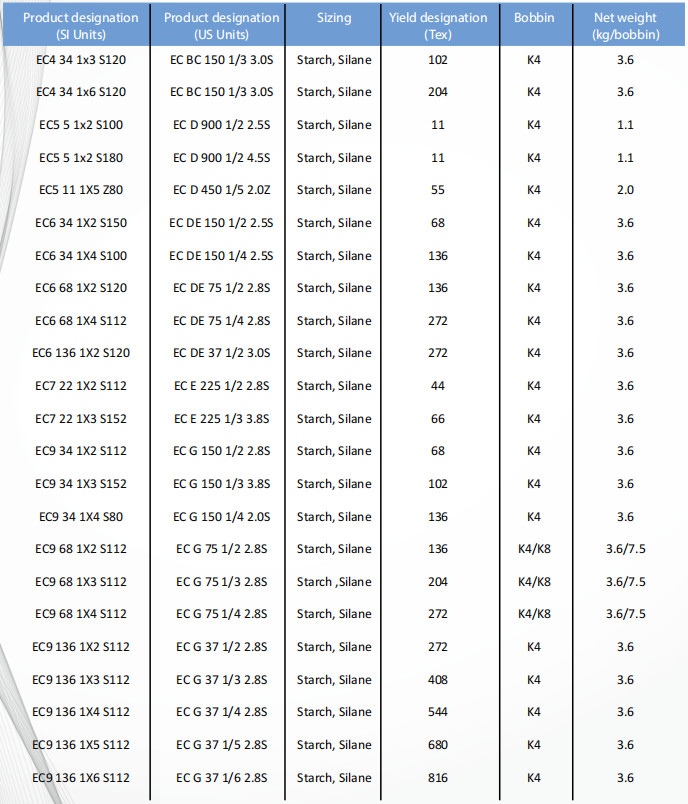
LÕNGAD
E-Glass Pidev keerdlõng
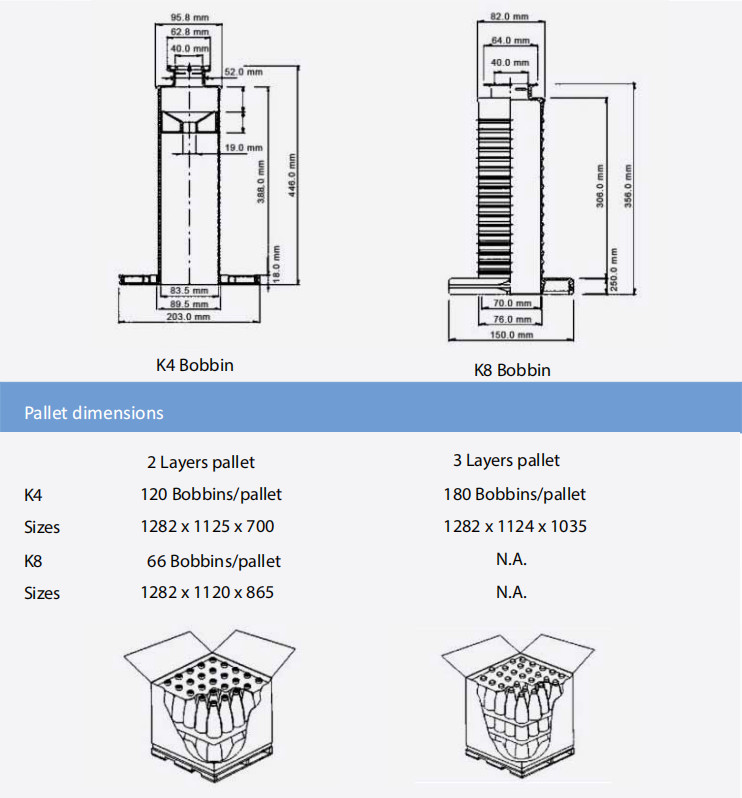
Pakendamine
E-Glass Pidev keerdlõng